|
Прокаткой называется – вид ОМД, где заготовка деформируется вращающимися валками.
Продукция прокатки называется профилем.
Совокупность различных профилей называется -
Сортаментом. (продукцией)
К сортаменту прокатки относятся:
1. листовой прокат – это:
- лист толстый – толщиной от 4 до 160 мм;
- лист тонкий, толщиной 0,2-4 мм;
- фольга, толщиной менее 0,2 мм.
2. Трубный прокат, это
- сварные трубы деаметром 10-1420 мм;
- бесшовные, диаметром от 30 до 650 мм.
3. Сортовой прокат – это:
- рельс
- строительные балки: тавр, двутавры, уголки, швеллеры.
4. Специальный прокат:
- колеса зубчатые;
- кольца;
- звездочки цепных передач;
- шарики и ролики подшипников;
- сверла; и т.д.
Оборудованием для прокатки является
Прокатный стан.
Прокатный стан – это совокупность рабочей клети, редуктора, двигателя и соединительных муфт.
Рабочая клеть – совокупность валков и ральганга, для деформирования и передвижения заготовок и готовых изделий.
Валки – это инструмент прокатки. Они делятся на гладкие и колиброванные, состоящие из бочки – рабочей части,
цапф (шеек) – предназначенных для установки валков в подшипники.
треф – крестообразная часть валки, предназначена для фиксации валка в станине.
Классификация прокатных станов:
1. От количества валков – дуо, трио, кварто, многоволковые и универсальные, где валки расположены в горизонтальных и вертикальных плоскостях.
2. От выпускаемой продукции:
- рельсо-прокатные;
- трубопрокатные;
- слябинги – это станы, которые деформируют слиток в балку прямоугольного сечения.
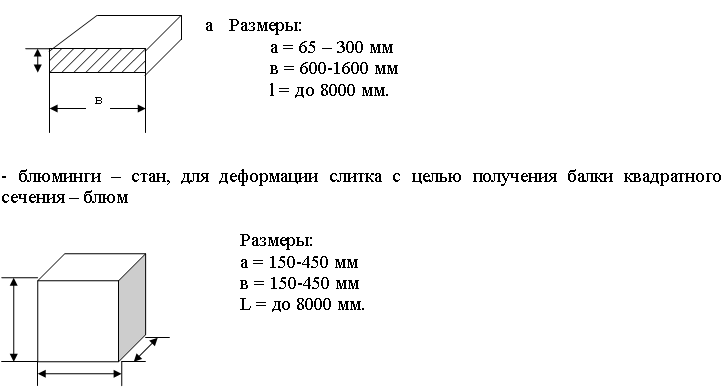 Слябы и блюмы являются заготовками для получения сортового и листового проката.
Виды проката:
1. продольная, где за счет деформации уменьшается высота заготовки и увеличивается длина.
2. поперечная, где валки параллельного расположения друг к другу и заготовка деформируется валками при вращении около своей оси.
3. поперечно-винтовая, где валки располагаются под углом 4-240С.
Валки – грибковидные, поэтому такой прокаткой изготавливают бесшовные трубы, шары, оси.
Прокатка бесшовных труб и сварных.
Заготовка – круглая или граненные слитки.
Процесс прокатки 1. прошивка отверстия в слитке
2. прокатка прошитой заготовки
Прошивка на прошивном стали, где валки под углом в 120.
Заготовка получает вращательное и поступательное движение, где в ней возникают радиальные растягивающие напряжения, вызывающие течение металла от центра к периферии.
Металл в центре – рыхлый и прошивается – прошивнем с образованием трубной заготовки – гильзы.
Для получения трубы трубную заготовку устанавливают на оправку и подают на пилигримовый стан. Рабочие валки стана вращаются в разные стороны с одинаковой скоростью. После раскатки оправку извлекают.
Сварные трубы – из прокатных полос – называются штрипсами или листов – они тонкостенные.
Процесс: 1. Свертывание заготовки в трубу
2. Сварка электрической или газовой
3. Правка, калибровка, отделка
|
.png)